




Система зеркал заднего вида с порошковым напылением на стальном корпусе для коммерческого транспорта
Вот это сочетание — стальной корпус, порошковое напыление, коммерческий транспорт — сразу наводит на мысль о ?бюджетной надёжности?. Но именно здесь кроется главный подвох. Многие, особенно те, кто только начинает закупать комплектующие, думают, что сталь — это уже гарантия прочности, а порошковая краска — просто финишный слой для вида. На деле, если не вдаваться в детали, можно легко получить зеркала, которые через полгода эксплуатации в условиях российских дорог и зимней реагентной обработки начнут ?цвести? ржавчиной по сварным швам, а сам корпус деформируется от вибрации. Я сам через это проходил, когда лет семь назад мы тестировали разные образцы для одного из автопарков. Казалось бы, всё по ТУ, но на практике — сплошные проблемы.
Почему сталь, и какая именно?
Выбор стали для корпуса — это не про абстрактную ?прочность?. Для коммерческого транспорта, особенно развозных фургонов или муниципальной техники, ключевой фактор — усталостная прочность на вибрацию. Тонкая сталь, даже оцинкованная, может ?гулять?, что в итоге приводит к разбалтыванию узла крепления и, что хуже, к трещинам в местах сварки кронштейна. Мы в своё время разбирали отказы, и часто проблема была не в самом зеркале, а в том, как корпус взаимодействует с базой. Толщина, марка стали, конструкция рёбер жёсткости внутри — вот что определяет реальный срок службы.
Кстати, про оцинковку. Многие спрашивают: зачем тогда порошковое напыление, если есть оцинкованная сталь? Ответ — адгезия и комплексная защита. Оцинковка защищает от коррозии основу, но финишное покрытие на неё должно ложиться идеально. Не каждый грунт и не каждый порошковый состав хорошо сцепляются с цинком. Если технология нарушена, покрытие может отслоиться пузырями. У ООО Шанхай Ганьсян Автомобильные Компоненты в своих технологических картах (с ними можно ознакомиться на https://www.gx-autoparts.ru) этот процесс описан довольно детально — они используют многоэтапную подготовку, включая фосфатирование, что для массового производства говорит о серьёзном подходе.
Из личного опыта: мы как-то взяли партию зеркал с якобы ?усиленным? стальным корпусом. По паспорту всё сходилось. Но в процессе приёмки случайно уронили одно зеркало с высоты постамента — не разбилось, но на корпусе образовалась вмятина, а по её краю пошла микротрещина в покрытии. Это был сигнал. Сталь была слишком ?мягкой?, вероятно, из-за неправильного легирования или отпуска. После этого мы всегда просим предоставить не только сертификаты на сталь, но и результаты испытаний на ударную вязкость конкретной партии заготовок.
Мифы и реальность порошкового напыления
Самая большая иллюзия — что порошковое покрытие вечно. В контексте коммерческого транспорта его задача — выдерживать агрессивные среды: соль, реагенты, щёлочи от моек, УФ-излучение. Но его долговечность на 70% определяется подготовкой поверхности. Если перед напылением обезжиривание или фосфатирование проведено некачественно, то через год-два начнётся подплёночная коррозия. Она особенно коварна: снаружи всё выглядит целым, а внутри уже идёт процесс.
Толщина слоя — ещё один момент. Для уличной эксплуатации оптимально 80-120 мкм. Меньше — не будет должного барьерного эффекта, больше — возрастает риск сколов при ударах мелких камней, так как покрытие становится более хрупким. Я видел образцы, где толщина доходила до 180 мкм — выглядело монументально, но при термоциклировании (летняя жара/зимний мороз) такое покрытие могло отставать от основы.
Цвет тоже имеет значение. Тёмные цвета (чёрный, тёмно-серый) сильнее нагреваются на солнце, что создаёт дополнительную нагрузку на адгезию и может привести к ?старению? полимерной матрицы покрытия, потере глянца и микротрещинам. Для вечных северных регионов это не так критично, а для юга — фактор. Часто производители, включая Ganxiang Auto Parts, предлагают стандартные RAL-цвета, но по спецзаказу можно получить и более стойкие к УФ составы, хотя это и удорожает продукт.
Система, а не просто ?зеркало?: узлы крепления и регулировки
Когда говорят ?система зеркал заднего вида?, часто забывают про механику. Можно сделать идеальный корпус с идеальным покрытием, но если узел крепления к двери или капоту не продуман, всё насмарку. В коммерческом транспорте зеркала постоянно подвергаются механическим воздействиям — на мойках, при парковке в плотных условиях, от ветровых нагрузок на трассе.
Пластиковые втулки в шарнирах — это слабое место. Они изнашиваются, люфтят, и зеркало перестаёт держать настройку. Хорошие системы используют либо металло-полимерные пары трения, либо предусматривают возможность подтяжки соединения. В продукции, которую поставляет ООО Шанхай Ганьсян, я обратил внимание на использование бронзовых втулок в ответственных шарнирах регулировки. Это небольшое, но важное усложнение конструкции, которое напрямую влияет на ресурс.
Ещё один практический момент — электрика, если речь о зеркалах с подогревом или электроприводом. Кабель-канал, точка ввода провода в стальной корпус — это потенциальное место для попадания влаги. Герметизация здесь должна быть безупречной. Мы сталкивались с тем, что конденсат внутри корпуса приводил к выходу из строя нагревательного элемента. Решение — не просто термоусадка, а литая резиновая втулка, обжатая на заводе. На сайте компании в разделе продукции можно заметить, что на это обращают внимание, показывая узлы в разрезе.
Контекст применения: от мусоровоза до междугороднего автобуса
Требования к системе разнятся. Для строительной техники, которая работает в условиях постоянной вибрации и ударных нагрузок (например, самосвалы), критична прочность корпуса и надёжность крепления. Здесь даже может иметь смысл рассмотреть корпуса из чугуна, но они тяжелее и дороже. Сталь с правильным порошковым напылением — разумный компромисс.
Для междугородних и туристических автобусов, помимо прочности, важен аэродинамический шум. Некачественно собранный корпус, с щелями или неплотно прилегающими крышками, на скорости начинает ?выть?. Это мелочь, но для водителя, который проводит за рулём весь день, — существенный дискомфорт. При приёмке новой партии мы всегда проводили тестовые поездки на разных скоростях, прислушиваясь именно к таким посторонним звукам.
А вот для развозных фургонов в городе ключевой становится обзорность и устойчивость к частым ручным регулировкам (когда разные водители садятся за одну машину). Механизм регулировки должен выдерживать сотни циклов без ощутимого износа. И здесь снова возвращаемся к качеству внутренних компонентов шарнира. Просто поставить мощный корпус — недостаточно.
Контроль качества и что смотреть при приёмке
Теория — это хорошо, но всё решает практика приёмки. Даже работая с проверенным поставщиком вроде Шанхай Ганьсян Автомобильные Компоненты, мы никогда не пропускали входной контроль. И вот на что смотрели в первую очередь для систем с порошковым напылением на стали.
Во-первых, сварные швы. Их нужно искать, часто они зашлифованы и закрашены. Берешь лупу и ищешь поры, непровары, подрезы. Именно отсюда чаще всего начинает ржаветь. Хороший шов ровный, без резких переходов. Во-вторых, проверка покрытия адгезиметром (крестовой надрез). Если после надреза и отрыва липкой ленты краска отслаивается — брак. В-третьих, проверка толщины покрытия магнитным толщиномером в нескольких точках, особенно на рёбрах жёсткости и в углах, где может быть ?недопыл?.
Обязательно крутишь механизм регулировки во всех плоскостях — плавно ли ходит, нет ли скрипов, держит ли положение после отпускания. И конечно, тест на вибростенде, если есть возможность. Но даже без него можно провести примитивный тест: жёстко закрепить основание и постучать резиновым молотком по корпусу, имитируя вибрацию. Если появляются посторонние звуки (дребезг) — проблема с внутренней сборкой.
В итоге, идеальная система зеркал заднего вида для коммерческого транспорта — это не какая-то волшебная формула, а совокупность правильно подобранных материалов, продуманной конструкции и строгого соблюдения технологии на всех этапах. Отливка или штамповка корпуса, сварка, подготовка поверхности, напыление, сборка с электрикой — каждое звено должно быть под контролем. Когда видишь продукт, где это соблюдено, он ощущается по-другому — тяжелее, монолитнее, все движения механизмов чёткие и без люфтов. Именно такие изделия, в конечном счёте, оказываются дешевле в общей стоимости владения, несмотря на более высокую начальную цену. Потому что они просто работают, не требуя внимания, а в коммерческих перевозках это и есть главный показатель качества.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 M1671 Широкоугольное зеркало, белое напыление, 169×155, SR600
M1671 Широкоугольное зеркало, белое напыление, 169×155, SR600 -
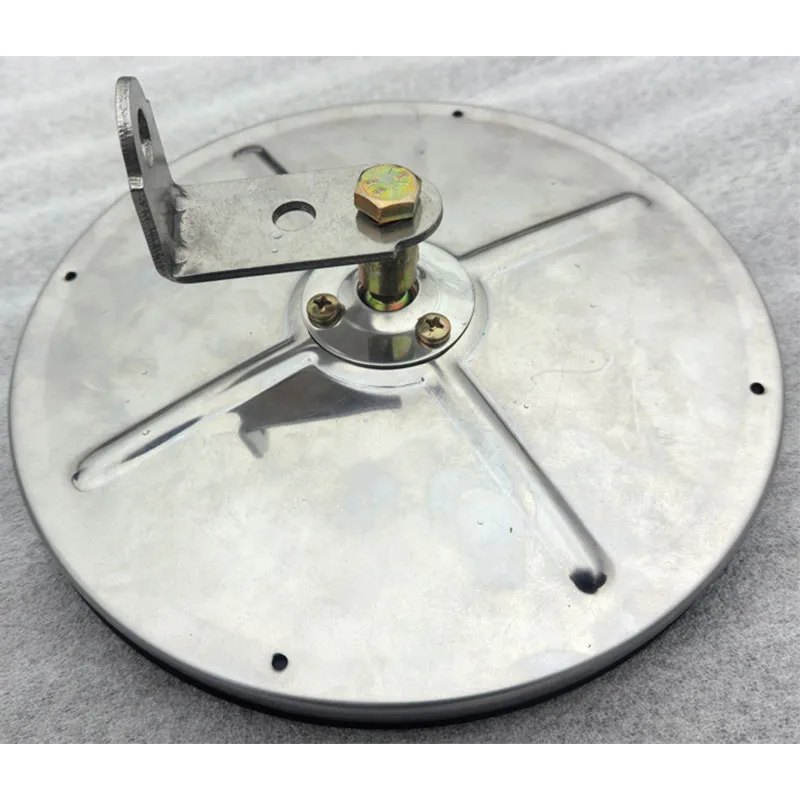
 Категория блоков опорной пластины зеркала
Категория блоков опорной пластины зеркала -
 Категория нагревательных плёнок
Категория нагревательных плёнок -
 Категория стоек зеркала
Категория стоек зеркала -
 Категория пластиковых блоков объективов
Категория пластиковых блоков объективов -
 M1815 Центральная поворотная ось 7.5 дюймов, нержавеющая сталь, цветная упаковка
M1815 Центральная поворотная ось 7.5 дюймов, нержавеющая сталь, цветная упаковка -
 M1869 Стойка зеркала из нержавеющей стали
M1869 Стойка зеркала из нержавеющей стали -
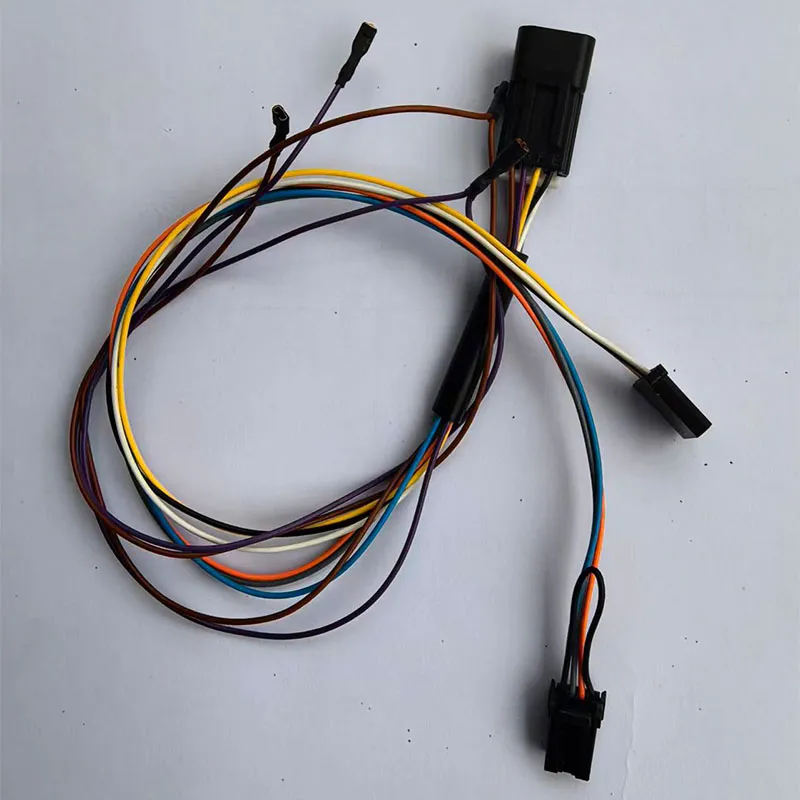 Категория жгутов проводов
Категория жгутов проводов -
 M1602 Зеркало заднего вида внутреннее для строительной техники, черное напыление, 88×313, SR420
M1602 Зеркало заднего вида внутреннее для строительной техники, черное напыление, 88×313, SR420 -
 M1733 Комплект крепежных изделий из нержавеющей стали
M1733 Комплект крепежных изделий из нержавеющей стали -
 Категория блоков кронштейна и стойки зеркала
Категория блоков кронштейна и стойки зеркала -
 M1655 Объектив из нержавеющей стали, 125×203
M1655 Объектив из нержавеющей стали, 125×203
Связанный поиск
Связанный поиск- Нагревательная плёнка PTC для зеркал заднего вида
- Купить гнутую стальную трубу для зеркала заднего вида
- M1816 Центральная поворотная ось 7.5 дюймов для зеркала заднего вида, черное напыление, цветная упаковка
- M1848 Малое сферическое зеркало заднего вида из нержавеющей стали, 169x155
- Нагревательная плёнка для зеркал заднего вида грузовых автомобилей
- Стальное зеркало заднего вида
- Нагревательная плёнка для антизапотевания зеркал заднего вида
- наружные зеркала заднего вида для автомобилей
- Блок кронштейна и стойки зеркала заднего вида
- Система широкоугольных зеркал заднего вида для средних грузовиков