




Гнутая труба из нержавеющей стали для зеркала заднего вида на заказ
Когда слышишь ?гнутая труба из нержавеющей стали для зеркала заднего вида?, многие сразу думают о простой согнутой трубке. Но в этом-то и кроется первый подводный камень. В нашем деле, особенно для коммерческого транспорта, это не просто кусок металла, а несущий элемент, который держит всю конструкцию зеркала, сопротивляясь вибрациям, ветровой нагрузке и, чего уж там, иногда неаккуратному обращению на стройплощадке. Я много раз видел, как заказчики пытались сэкономить, беря готовые ?примерно подходящие? трубы или используя обычную сталь с покрытием. Результат? Коррозия через сезон, люфт в креплении, а в худшем случае — трещина у основания. Поэтому наш принцип в ООО Шанхай Ганьсян Автомобильные Компоненты всегда был: если делать, то только под конкретную модель техники и только из правильной нержавейки.
Почему именно нержавеющая сталь? Не только прочность
Конечно, прочность и долговечность — это первое, что приходит в голову. Но для зеркал заднего вида, особенно на грузовиках и автобусах, важен еще и вес, и усталостная прочность. Труба постоянно ?играет? на ухабах. Мы перепробовали несколько марок стали, прежде чем остановились на AISI 304 для большинства заказов. Она хорошо поддается холодной гибке без потери структурных свойств. Но был случай с заказом для техники, работающей в приморском регионе — там солевой туман съедал даже 304-ю. Пришлось переходить на AISI 316. Цена выше, гибка сложнее, но клиент уже пять лет без нареканий. Это тот самый момент, когда нельзя действовать по шаблону.
А еще есть толщина стенки. Казалось бы, чем толще, тем надежнее. Но нет. Слишком толстая стенка делает конструкцию излишне жесткой и тяжелой, увеличивает нагрузку на кронштейн крепления к кабине. Слишком тонкая — начинает резонировать на скорости, зеркало ?плывет?. Мы выработали эмпирическое правило, основанное на длине выноса и массе зеркальной головки, но каждый раз просчитываем и проверяем на вибростенде. Иногда для длинных кронштейнов (скажем, для автобусов с плоским капотом) мы даже идем на комбинированную конструкцию — разные участки трубы с разной толщиной стенки. Это дороже в производстве, но убивает резонанс на корню.
Именно такие нюансы и отличают штампованное решение от индивидуального. На нашем сайте gx-autoparts.ru мы не просто выкладываем каталог, а подчеркиваем подход к проектированию и контролю качества для каждой детали. Потому что зеркало — это система, и труба — ее позвоночник.
Искусство гибки: где кроются дефекты
Гибка — это ключевой этап. Можно взять отличную сталь и испортить ее в гибочном станке. Самая частая проблема — сплющивание сечения на внутреннем радиусе изгиба. Для зеркального кронштейна это критично, так как в это место часто устанавливается крепеж или проходит проводка. Мы используем дорновую гибку с внутренним оправкой — она сохраняет круглое сечение по всей длине. Но и тут есть тонкость: для каждого радиуса и толщины стенки нужна своя настройка станка, свой дорн. Было время, когда мы пытались гнуть малые партии на универсальном оборудовании ?с наскока?. Получались вмятины, которые невооруженным глазом не всегда видны, но которые становятся точкой концентрации напряжения. От таких партий потом приходилось отказываться, учились на своих ошибках.
Еще один момент — пружинение. Сталь после гибки немного ?отходит? назад, угол меняется на доли градуса. Для обычной трубы это может быть неважно, но для кронштейна зеркала, где важна точная геометрия установки головки, это фатально. Приходится заранее рассчитывать угол гибки с поправкой на пружинение для конкретной марки стали. Данные из справочника — это одно, а практика — другое. Мы накопили свою таблицу поправок, которая постоянно уточняется.
Контроль после гибки: не только линейкой
Мы проверяем не только углы и радиусы. Каждую партию гнутых труб из нержавеющей стали просвечиваем на предмет микротрещин, особенно в зоне максимальной деформации. Иногда применяем жидкость для капиллярного контроля. Дефект может проявиться не сразу, а через несколько месяцев эксплуатации под нагрузкой. Лучше отсеять на своем складе, чем получить рекламацию из Сибири.
Интеграция с зеркальной головкой: история про резьбу и сварку
Сама по себе труба — ничто. Ее нужно соединить с поворотным узлом или основанием зеркальной головки. Тут два основных пути: наварной фланец или внутренняя резьба. Раньше мы часто делали фланец. Казалось надежнее. Но это дополнительный сварочный шов — еще одно потенциальное место для коррозии и концентратора напряжения. Сейчас для большинства своих разработок склоняемся к варианту с нарезанной внутри трубы метрической или трапецеидальной резьбой. Это сложнее в изготовлении, требует точной ориентации трубы при нарезке, но дает более аккуратное и долговечное соединение.
Однако был неудачный опыт с одним заказом для северных экспедиций. При экстремально низких температурах пластмассовый узел головки сжимался сильнее, чем металл резьбы, и появлялся люфт. Пришлось комбинировать: резьба плюс контрящийся винт через стенку трубы. Решение не самое элегантное, но работающее. Такие кейсы и формируют базу знаний компании. Как говорится в описании нашей деятельности, мы специализируемся на полном цикле — от проектирования до контроля, и это позволяет нам находить такие неочевидные решения.
Заказная работа vs. складская программа
Многие спрашивают: ?А есть у вас такая труба на складе??. Для самых ходовых моделей грузовиков — да, есть несколько типоразмеров. Но я всегда честно предупреждаю: даже если визуально она подходит, это не гарантирует, что она идеально подойдет к вашему конкретному креплению и головке. Напряжения могут распределиться иначе. Поэтому мы всегда агитируем за изготовление на заказ. Это не просто маркетинг. Это значит, что мы запрашиваем у клиента старые образцы или точные чертежи, анализируем условия эксплуатации и только потом запускаем в производство.
Процесс, конечно, дольше. Но в итоге клиент получает не просто запчасть, а функциональный узел, который прослужит весь срок жизни зеркала. Часто к нам обращаются после того, как попробовали купить ?аналоги? и столкнулись с теми самыми проблемами вибрации или поломки. На сайте gx-autoparts.ru мы как раз и позиционируем себя как специалистов по комплексному решению для коммерческого транспорта, где мелочей нет.
В итоге, что такое гнутая труба из нержавеющей стали для зеркала заднего вида на заказ в нашем понимании? Это не товар из каталога. Это инженерная задача, решенная с учетом десятка переменных: от марки стали и радиуса гибки до способа крепления и климатической зоны. Это то, что мы делаем каждый день, постоянно сталкиваясь с новыми вызовами и оттачивая технологию. И главный показатель для нас — когда водитель перестает замечать само зеркало, потому что оно просто работает. Без люфта, без дрожи, сезон за сезоном. Вот тогда и понимаешь, что все эти тонкости были не зря.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 M1805 Объектив из нержавеющей стали, 189×265
M1805 Объектив из нержавеющей стали, 189×265 -
 M1671 Широкоугольное зеркало, белое напыление, 169×155, SR600
M1671 Широкоугольное зеркало, белое напыление, 169×155, SR600 -
 M1669 Система из нержавеющей стали
M1669 Система из нержавеющей стали -
 Категория нагревательных плёнок
Категория нагревательных плёнок -
 M1733 Комплект крепежных изделий из нержавеющей стали
M1733 Комплект крепежных изделий из нержавеющей стали -
 M1689 Кронштейн из нержавеющей стали
M1689 Кронштейн из нержавеющей стали -
 M1815 Центральная поворотная ось 7.5 дюймов, нержавеющая сталь, цветная упаковка
M1815 Центральная поворотная ось 7.5 дюймов, нержавеющая сталь, цветная упаковка -
 M1601 Зеркало заднего вида внутреннее для строительной техники, черное напыление, 79×213, SR320
M1601 Зеркало заднего вида внутреннее для строительной техники, черное напыление, 79×213, SR320 -
 Категория стоек зеркала
Категория стоек зеркала -
 M1816 Центральная поворотная ось 7.5 дюймов, черное напыление, цветная упаковка
M1816 Центральная поворотная ось 7.5 дюймов, черное напыление, цветная упаковка -
 M1852 Сборочный узел с кронштейном из нержавеющей стали
M1852 Сборочный узел с кронштейном из нержавеющей стали -
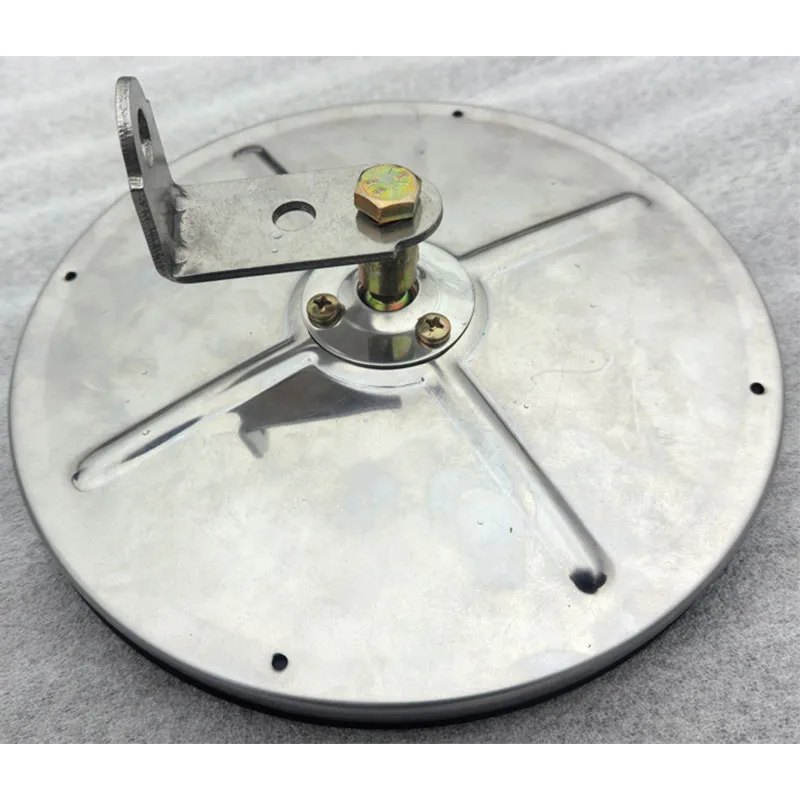
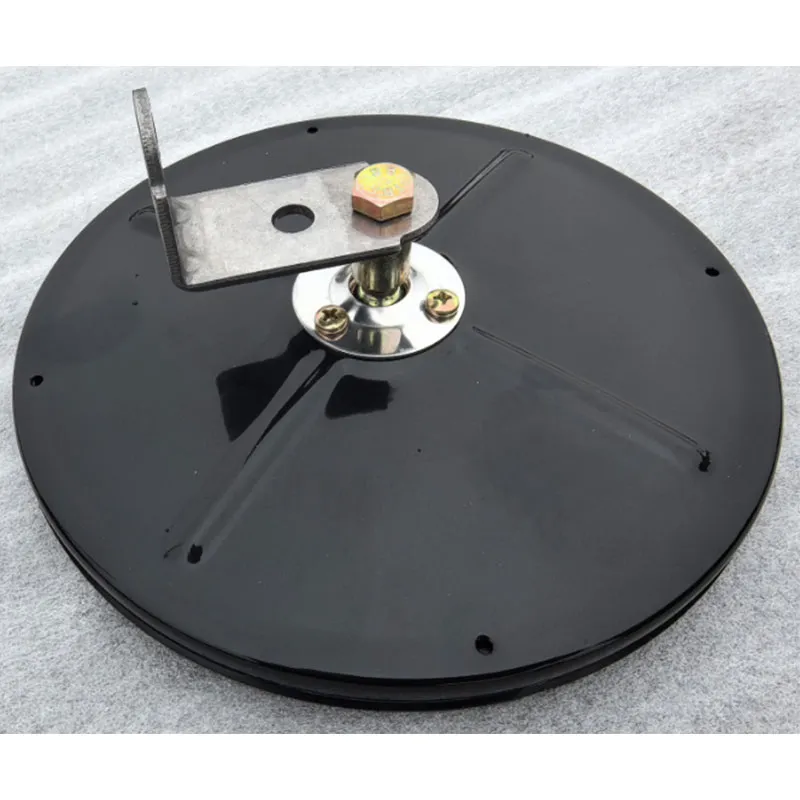
 Категория блоков опорной пластины зеркала
Категория блоков опорной пластины зеркала
Связанный поиск
Связанный поиск- Стойка зеркала заднего вида из оцинкованной стали с порошковым покрытием
- Категория стоек зеркала заднего вида
- M1852 Блок зеркала заднего вида с кронштейном, черное напыление
- Зеркало заднего вида из нержавеющей стали для легких грузовиков
- Поставщик нагревательной пленки для зеркал заднего вида
- M1671 Широкоугольное зеркало заднего вида, белое напыление, 169x155, SR600
- Стойка зеркала заднего вида для коммерческого транспорта
- Блок переднего нижнего зеркала
- Купить стойку зеркала заднего вида из нержавеющей стали
- Категория зеркальных поверхностей для тяжелых грузовиков