




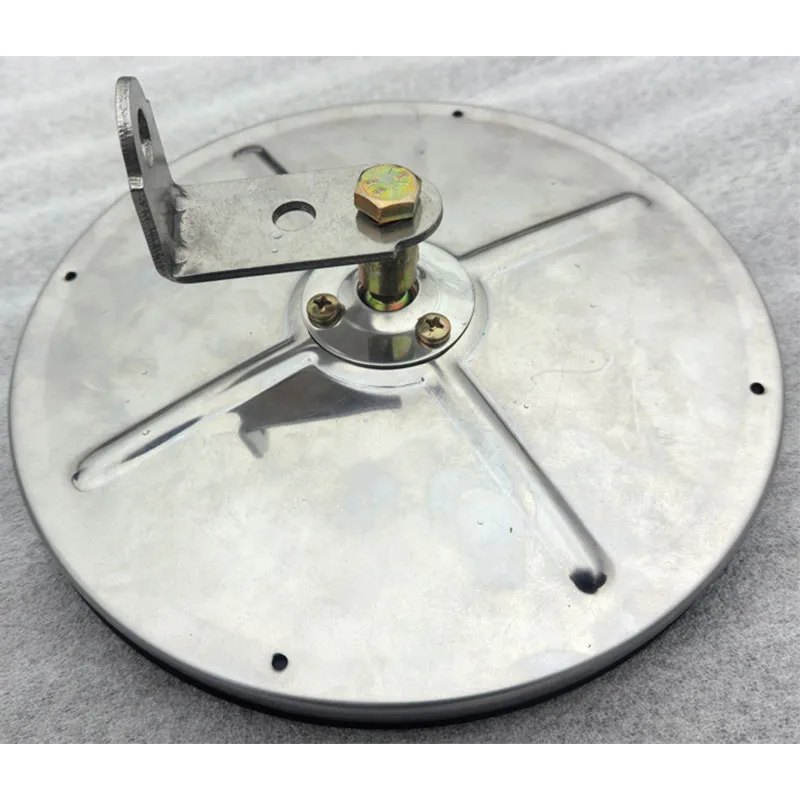
Блок основания зеркала заднего вида из литой стали
Когда говорят про блок основания зеркала заднего вида, многие представляют себе простую железку, которая держит зеркало. Особенно если это литая сталь. Мол, отлил, просверлил дырки — и готово. Но на практике, особенно с коммерческим транспортом, эта ?железка? превращается в один из самых нагруженных и критичных узлов. От его надежности зависит не просто обзорность, а безопасность и отсутствие простоев машины. И здесь литье — это не панацея, а целый набор компромиссов между прочностью, весом, геометрией и, что немаловажно, технологичностью ремонта в полевых условиях.
Почему именно литье? И главный подводный камень
Выбор в пользу литой стали для основания очевиден: нужно добиться сложной пространственной формы, способной гасить постоянные вибрации от грузовика или автобуса, и при этом выдерживать ударные нагрузки — от ветра, случайных задеваний, неаккуратной мойки. Штамповка или сварная конструкция часто не дают нужной жесткости или обходятся дороже в серии.
Но главная проблема, с которой мы столкнулись на ранних этапах — внутренние напряжения и микротрещины после отливки. Кажется, что деталь прошла контроль, покрашена, собрана. А через полгода эксплуатации в районе крепления к кабине появляется паутинка трещин. Дело не всегда в качестве металла, чаще — в конструкции самой отливки. Резкие переходы толщин, ?закрытые? объемы, плохо спроектированные литники — все это аукается позже. Пришлось плотно работать с технологами литейного цеха, буквально разбирая каждую новую модель по косточкам.
Например, для одного из наших заказов на зеркала для междугородних автобусов пришлось трижды переделывать оснастку. Первый вариант был красивым и легким, но симуляция нагрузок показала концентрацию напряжения в одном сечении. Второй — оказался слишком массивным, клиент жаловался на вес. Только третий, с внешними ребрами жесткости определенного профиля и плавными переходами, прошел стендовые испытания на ресурс. Это к вопросу о том, что готовое решение с полки подходит далеко не всегда.
Связка с кабиной: точка, где теория встречается с реальностью
Самое интересное начинается при проектировании интерфейса крепления блока основания к кабине. Здесь сходятся пути инженера-конструктора и слесаря в сервисе. Мы в ООО Шанхай Ганьсян Автомобильные Компоненты изначально закладываем не только прочность, но и ремонтопригодность.
Частая ошибка — делать систему крепления слишком ?интегрированной? и уникальной для каждой модели кабины. Да, это оптимально по виброхарактеристикам. Но что будет, если в глубинке нужно заменить основание, а оригинального нет? Приходится вырезать, варить, изгаляться. Поэтому мы сейчас движемся к некоторой унификации точек крепления в рамках линейки, оставляя ?плавающие? отверстия или регулируемые прокладки. Это усложняет нашу работу на этапе проектирования, но зато клиент (а часто это крупные автопарки) ценит такую предусмотрительность.
На нашем сайте gx-autoparts.ru в разделе с технической документацией мы стали выкладывать не только чертежи, но и короткие рекомендации по замене в полевых условиях. Это родилось из обратной связи: звонят механики, спрашивают, можно ли рассверлить это отверстие или поставить более мощный болт. Лучше сразу дать проверенный ответ, чем получить потом претензию из-за самодеятельности.
Покрытие и коррозия: битва, которая никогда не заканчивается
Литая сталь — материал прочный, но беззащитный перед коррозией. Особенно в местах крепления, где краска часто повреждена, и скапливается влага с реагентами. Гальваника, порошковая покраска — стандартные пути. Но есть нюанс.
Порошковая краска, если нанести ее слишком толстым слоем для ?красоты?, может скрыть мелкие раковины на поверхности отливки. Со временем в этих раковинах начинает копиться конденсат, краска вспучивается, и начинается ржавчина изнутри. Мы прошли через это на одной из ранних партий для северных регионов. Визуально брак был не виден, но через два года пришли фото с отваливающимися кусками покрытия. Пришлось ужесточать контроль за подготовкой поверхности перед окраской и внедрять дополнительную операцию — герметизацию мест стыка основания с кронштейном специальным компаундом.
Сейчас мы для ответственных заказов предлагаем вариант с алюмоцинковым покрытием основы перед литьем (для заготовки) или многослойным покрытием ?фосфатирование + катэпоксид + порошковая краска?. Да, это дороже. Но для зеркал, которые работают в морском климате или с постоянной химической агрессией на дорогах, это не роскошь, а необходимость. В описании продуктов на gx-autoparts.ru мы теперь прямо указываем, для каких условий какой тип защиты рекомендуется, чтобы у заказчика не было иллюзий.
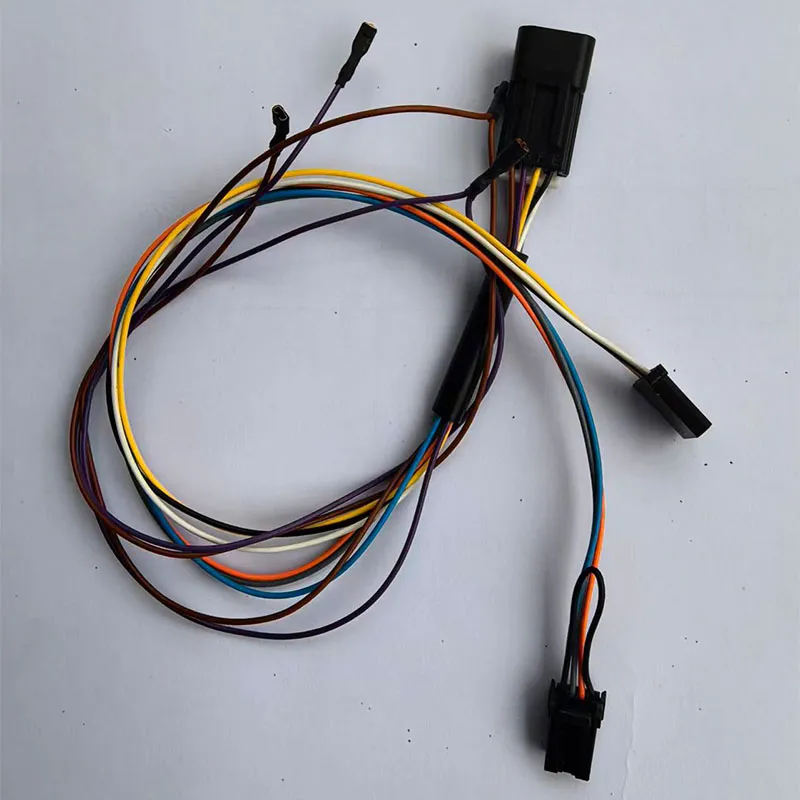
Взаимодействие с другими компонентами: история про обрыв проводов
Блок основания — это не только держатель. Через него часто проходят жгуты проводов для обогрева, электропривода регулировки, повторителей. И вот здесь литье дает и преимущество, и проблему. Преимущество — можно сразу отлить аккуратные каналы и крепления для хомутов. Проблема — острые кромки в литнике, которые при вибрации могут перетереть изоляцию.
Был случай с партией для малотоннажных грузовиков. Основания отливали на стороне, мы собирали. Через несколько месяцев — волна рекламаций по отказу обогрева зеркал. Вскрытие показало: провод в канале перетерся об острый заусенец. Мы его не увидели, так как канал был скрытый. Теперь у нас есть обязательный пункт в проверке ВСЕХ каналов и отверстий на заусенцы, даже если для этого нужно использовать эндоскоп. И мы всегда оставляем технологический запас по диаметру канала и рекомендуем использовать дополнительную гофру.
Это тот самый момент, когда производство зеркал заднего вида превращается из простой сборки в системную задачу. Нужно думать не только о своей детали, но и о том, что к ней будет подключено и как это будет обслуживаться.
Экономика веса и парадокс прочности
В коммерческом транспорте каждый лишний килограмм — это деньги. Казалось бы, нужно облегчать блок основания любой ценой. Но с литой сталью есть парадокс: иногда для увеличения прочности и ресурса деталь нужно не облегчать, а наоборот, добавлять материал в ключевых местах, но за счет оптимизации формы убирать его из зон, которые не несут нагрузки.
Мы используем топологическую оптимизацию при проектировании новых моделей. Компьютер показывает, откуда можно убрать материал без потери жесткости. В итоге получается ажурная, почти органическая форма, которую традиционными методами не спроектировать. Но вот отлить такую форму без внутренних дефектов — отдельная задача для литейщиков. Часто приходится идти на компромисс, немного упрощая геометрию для технологичности.
Финансовый итог такой: правильно спроектированное литое основание, даже если оно немного тяжелее дешевого штампованного, окупается за счет отсутствия замен в течение всего срока службы автомобиля. Для логистических компаний, которые считают совокупную стоимость владения (TCO), этот аргумент становится решающим. Именно на этом мы и делаем акцент в работе ООО Шанхай Ганьсян Автомобильные Компоненты — не на цене за штуку здесь и сейчас, а на надежности и минимальных затратах на обслуживание в долгосрочной перспективе.
Вместо заключения: мысль вслух о будущем узла
Смотрю иногда на этот блок основания зеркала заднего вида из литой стали и думаю — а что дальше? Композитные материалы? Возможно. Но пока для тяжелых условий и гарантии на 5-7 лет сталь вне конкуренции. Другое дело, что будущее, на мой взгляд, за большей интеграцией.
Уже сейчас мы экспериментируем с основаниями, в которые сразу влиты крепления для датчиков слепых зон или камер. Это снова меняет подход к проектированию: нужно думать о трассировке дополнительных проводов, об электромагнитной совместимости, о том, как менять датчик, не снимая все основание. Задача усложняется, но и ценность такого модульного узла для производителя автомобиля возрастает в разы.
Так что эта ?простая железка? оказывается довольно сложным и живым продуктом. И главная наша работа — не просто отлить и продать ее, а предугадать, как она будет вести себя в реальной жизни, на дороге, через тысячи километров и в любую погоду. Именно этот опыт, часто набитый шишками, и есть наше главное преимущество. О чем, собственно, и говорит вся наша деятельность на gx-autoparts.ru — специализация на разработке и контроле качества для коммерческого транспорта. Без этого — просто лить металл, без понимания, во что он превратится потом.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 M1672 Основное плоское зеркало, черное напыление, 170×259
M1672 Основное плоское зеркало, черное напыление, 170×259 -
 Категория блоков опорной пластины зеркала
Категория блоков опорной пластины зеркала -
 M1805 Объектив из нержавеющей стали, 189×265
M1805 Объектив из нержавеющей стали, 189×265 -
 M1733 Комплект крепежных изделий из нержавеющей стали
M1733 Комплект крепежных изделий из нержавеющей стали -
 Категория жгутов проводов
Категория жгутов проводов -
 M1669 Система из нержавеющей стали
M1669 Система из нержавеющей стали -
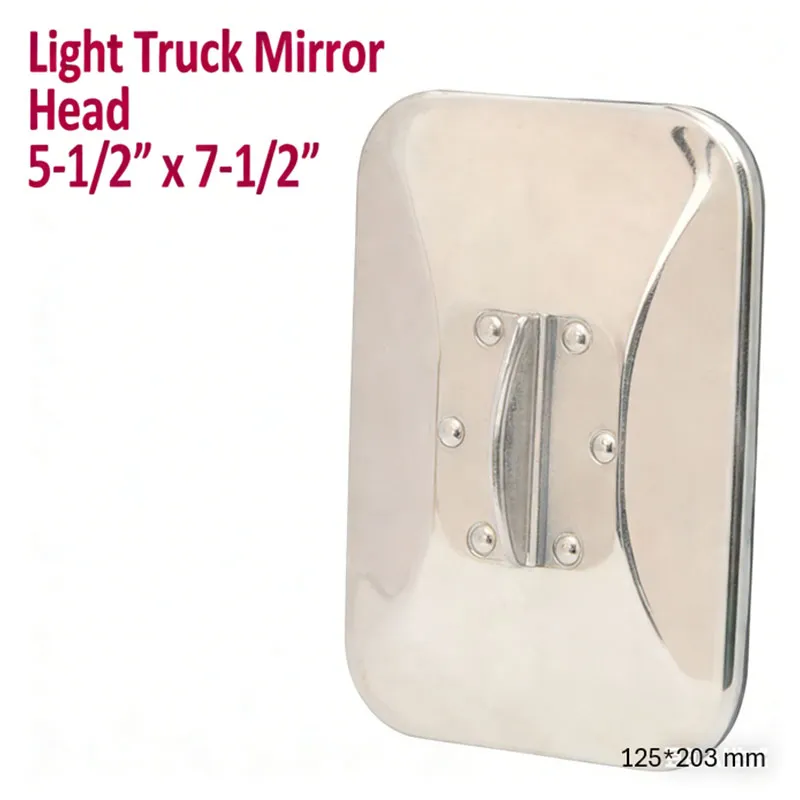 M1655 Объектив из нержавеющей стали, 125×203
M1655 Объектив из нержавеющей стали, 125×203 -
 M1815 Центральная поворотная ось 7.5 дюймов, нержавеющая сталь, цветная упаковка
M1815 Центральная поворотная ось 7.5 дюймов, нержавеющая сталь, цветная упаковка -
 M1660 Объектив, белое напыление, 189×265
M1660 Объектив, белое напыление, 189×265 -
 Категория пластиковых блоков объективов
Категория пластиковых блоков объективов -
 Категория зеркальных поверхностей
Категория зеркальных поверхностей -
 M1852 Сборочный узел с кронштейном из нержавеющей стали
M1852 Сборочный узел с кронштейном из нержавеющей стали
Связанный поиск
Связанный поиск- M1817 Эксцентриковая поворотная ось 7.5 дюймов для зеркала заднего вида из нержавеющей стали, цветная упаковка
- Блок зеркала заднего вида для горной техники
- Зеркало заднего вида из нержавеющей стали
- Купить блок зеркала заднего вида для строительно-дорожной техники
- M1671 Широкоугольное зеркало заднего вида, белое напыление, 169x155, SR600
- Пластиковый блок объектива зеркала заднего вида для автобусов
- Купить гнутую стальную трубу для зеркала заднего вида
- Блок зеркала заднего вида для погрузчика
- Стальное зеркало заднего вида
- Цена нагревательной пленки для зеркал заднего вида