




Блок основания зеркала заднего вида для автомобиля
Вот смотришь на этот узел — блок основания зеркала — и думаешь: ну что там может быть сложного? Крепёж да пластик. А потом начинаются звонки: ?зеркало болтается?, ?на ходу гудит?, ?треснуло у основания?. И понимаешь, что именно здесь, в этой невзрачной детали, спрятана половина надёжности всей конструкции. Многие, кстати, ищут просто ?зеркало?, не вдаваясь в детали, а зря. Потому что замена только стекла или корпуса часто проблему не решает — нужно смотреть в корень, на точку крепления к кузову.
Не просто ?железка?: анатомия блока основания
Когда мы на заводе ООО Шанхай Ганьсян Автомобильные Компоненты начинали углубляться в тему, первым делом разобрали с десяток образцов от разных производителей. И сразу стало ясно: главное — это интерфейс. Не цифровой, конечно, а физический. Место, где блок основания зеркала заднего вида встречается с кузовной панелью. Там и прокладка должна быть правильной толщины и упругости, чтобы влагу не пропускать и компенсировать микровибрации, и сам металлический кронштейн — с точно рассчитанным углом и рёбрами жёсткости.
Помню один случай с партией для малотоннажных грузовиков. Блоки делали по чертежам, вроде бы всё точно. Но при эксплуатации в условиях российских дорог через несколько месяцев появлялся характерный скрип. Разбирались — оказалось, материал штатного крепёжного болта не выдерживал циклических нагрузок на излом, хотя статическую выдерживал легко. Пришлось менять марку стали и добавлять контргайку особой формы. Мелочь? Для водителя, который слушает этот скрип 8 часов в день, — нет.
Или взять литьё. Казалось бы, стандартный техпроцесс. Но если не выдержать температуру формы или скорость охлаждения для конкретного полимера, внутри блока возникают микронапряжения. Деталь проходит ОТК, её ставят на автомобиль, а зимой, после нескольких циклов ?мороз-солнце?, в самом тонком месте, у поворотного механизма, появляется трещина. Это не брак, это — неучтённая эксплуатационная реальность. На нашем сайте gx-autoparts.ru в разделе по разработке как раз описываем, как подбираем материалы именно под климатические зоны.
Ошибки при подборе и установке, которые видны только после
Частая история в сервисах — пытаются сэкономить или упростить. Видел, как мастер, не найдя оригинальный блок основания, берёт универсальный и ?дорабатывает? напильником, чтобы подошло по отверстиям. Вроде прикрутил, зеркало стоит. Но точка приложения усилий от ветровой нагрузки смещается, весь момент теперь держит не расчётное крепление, а один единственный болт. Итог предсказуем — отрыв в дороге.
Другая крайность — чрезмерное усилие затяжки. Особенно при установке на алюминиевые или композитные панели кабин. Пережал — сорвал резьбу или деформировал посадочное место. Потом уже никакой блок основания зеркала нормально не сядет, будет люфтить. В технической документации к нашим комплектам мы всегда указываем момент затяжки в ньютон-метрах, но, увы, не все смотрят. Лучшая практика — использовать динамометрический ключ, но в реалиях обычной мастерской это редкость.
Ещё нюанс — электропроводка. В современных зеркалах с подогревом, повторителями поворота, камерами внутри основания проходит жгут. Если блок некачественный, с острыми заусенцами внутри канала, провод может перетереться. Мы на производстве обязательно галтуем эти каналы, даже если это увеличивает цикл литья на секунды. Зато потом не будет проблем с ?неожиданно? перегоревшим подогревом стекла.
Специфика для коммерческого транспорта: где стандартные решения не работают
Вот здесь как раз специализация ООО Шанхай Ганьсян проявляется. Легковушка едет по относительно ровной дороге. А фура или строительный самосвал — это постоянная тряска, вибрация, плюс огромное парусность самого зеркала. Блок основания зеркала заднего вида для грузовика — это уже силовая деталь. Его нельзя просто сделать массивнее. Нужно считать нагрузки в 3D, моделировать усталость металла, проводить натурные испытания на вибростенде.
Брали как-то на тест продукцию одного европейского бренда, позиционируемую как ?универсальная для CV?. В лаборатории всё было хорошо. А вот в реальном тесте на дальнобойном тягаче, который возил зерно по регионам с плохими дорогами, резьбовая втулка в алюминиевом корпусе блока начала ?играть? уже через 20 тысяч км. Конструктивно слабое место. Пришлось перепроектировать, перейдя на стальную закладную гайку, вваренную в кронштейн. Стоимость детали выросла, но и ресурс — в разы.
Отдельная тема — ремонтопригодность. В идеале, должна быть возможность заменить изношенный поворотный механизм или треснувший корпус блока, не снимая весь узел с кабины и не нарушая герметизацию. Мы над этим активно работаем, делая некоторые узлы разборными. Но тут всегда компромисс между ремонтопригодностью и общей жёсткостью конструкции. Монолитный блок всегда прочнее. Поэтому для новых моделей автобусов, где доступ к креплениям сложен, часто идём по пути цельнолитого решения, но с усиленным ресурсом.
Материалы: полиамид, сталь, алюминий — что и когда
Самый большой соблазн — сделать всё из металла, будет прочно. Но нет. Стальной кронштейн, прикрученный к стальной же панели, — это мост для вибраций и, что хуже, для коррозии. Особенно в месте контакта разнородных металлов, если кузов оцинкован, а кронштейн — нет. Мы используем оцинкованную сталь с последующей порошковой покраской для кронштейнов, но сам корпус блока основания — это всегда инженерный пластик. Чаще всего полиамид, армированный стекловолокном (PA6-GF). Он гасит вибрации, не ржавеет и хорошо держит удар.
Но и с пластиком не всё просто. Процент наполнителя (того самого стекловолокна) критичен. Мало — будет хрупким на морозе. Много — материал станет слишком жёстким и может расколоться от ударной нагрузки. После множества тестов остановились на диапазоне 30-33% для большинства климатических исполнений. Этого достаточно для прочности, но сохраняется некоторая упругость.
Алюминиевые сплавы идут в ход реже, в основном для спецзаказов, где важен каждый грамм веса (например, для некоторых моделей автобусов). Но тут своя головная боль — необходимость анодирования или других видов защиты поверхности, иначе контактная коррозия с кузовом обеспечена. В массовом производстве для коммерческого транспорта это часто нерентабельно.
Контроль качества: как отловить проблему, которой ещё нет
Можно сделать идеальный чертёж, но если на конвейере допуск в пару десятых миллиметра ?уползёт?, вся партия может оказаться с дефектом. Поэтому у нас контроль идёт в несколько этапов. Первый — входящий контроль литьевых форм и металлопроката. Второй — операционный контроль на прессе: каждые N деталей — замер ключевых геометрических параметров, особенно посадочных отверстий и плоскостей.
Самый показательный тест — это сборка-разборка. Берём случайный блок основания зеркала заднего вида из партии, собираем в него штатный поворотный механизм и крепим на стенд-имитатор кабины. Затем начинаем циклы: поворот влево-вправо до упора, имитация удара (резкое движение), проверка на люфт. Делаем тысячи циклов. Со стороны выглядит скучно, но именно так ловятся ?долгоиграющие? проблемы: стачивание зубцов в пластике, разбалтывание оси.
И финальный этап — климатическая камера. От -40°C до +80°C с выдержкой, плюс облив солёной водой. После этого цикла снова проверяем плавность хода и усилие поворота. Бывало, что партия ?летняя? проходила все обычные проверки, а после холодового теста механизм начинал туго ходить — смазка была не та. Пришлось менять поставщика и пересматривать техпроцесс. Это и есть та самая ?профессиональная дотошность?, о которой пишут в описании компании на gx-autoparts.ru — не для красивого слова, а чтобы спать спокойно, зная, что твоя деталь не подведёт в сорокаградусный мороз где-нибудь под Красноярском.
Вместо заключения: мысль вслух о будущем узла
Сейчас всё чаще говорят о камерах вместо зеркал. Но я уверен, что блок основания никуда не денется. Просто вместо кронштейна для стекла в нём будет надёжно закреплён кейс с электроникой, камерой и, возможно, датчиками. И требования к виброустойчивости и герметичности только вырастут. Уже сейчас прорабатываем такие варианты — нужно предусмотреть полости для прокладки более толстых жгутов, места для разъёмов, которые не отвалятся от тряски.
Так что эта, казалось бы, простая деталь — отличный пример того, как в автомобильной промышленности мелочей не бывает. Можно сделать суперсовременное зеркало с камерой и проекционным дисплеем, но если его блок основания отвалится на первой же кочке, вся технологичность пойдёт прахом. Поэтому и пишу об этом так подробно — чтобы те, кто выбирает или меняет эту деталь, понимали, за что на самом деле они платят. Не за кусок пластика с железкой, а за расчёты, испытания и тот самый запас надёжности, который заметен только тогда, когда он есть.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
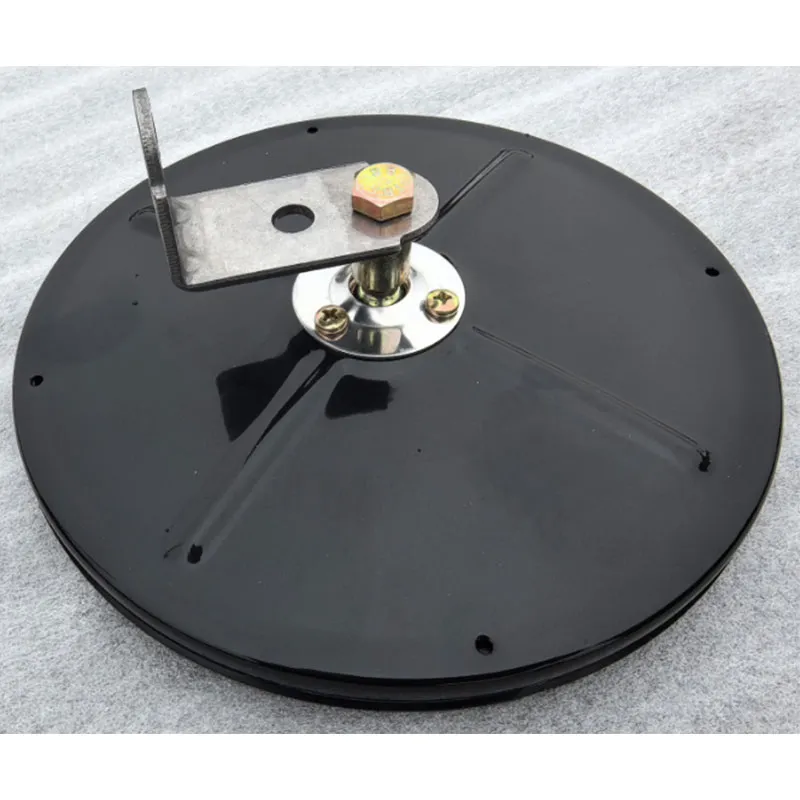
 M1678 Сборочный узел с кронштейном из нержавеющей стали
M1678 Сборочный узел с кронштейном из нержавеющей стали -
 Категория блоков опорной пластины зеркала
Категория блоков опорной пластины зеркала -
 Категория систем зеркал заднего вида
Категория систем зеркал заднего вида -
 Категория стоек зеркала
Категория стоек зеркала -
 M1689 Кронштейн из нержавеющей стали
M1689 Кронштейн из нержавеющей стали -
 Категория строительной техники
Категория строительной техники -
 M1847 Основное плоское зеркало из нержавеющей стали, 170×259
M1847 Основное плоское зеркало из нержавеющей стали, 170×259 -
 M1816 Центральная поворотная ось 7.5 дюймов, черное напыление, цветная упаковка
M1816 Центральная поворотная ось 7.5 дюймов, черное напыление, цветная упаковка -
 Категория блоков основания зеркала
Категория блоков основания зеркала -
 M1673 Основное плоское зеркало, белое напыление, 170×259
M1673 Основное плоское зеркало, белое напыление, 170×259 -
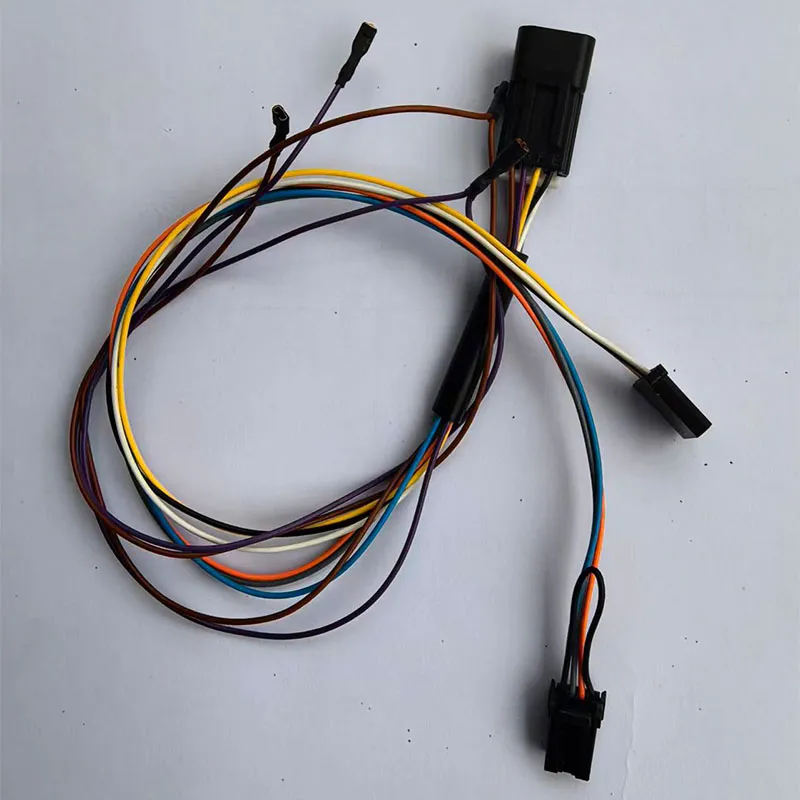 Категория жгутов проводов
Категория жгутов проводов -
 M1660 Объектив, белое напыление, 189×265
M1660 Объектив, белое напыление, 189×265
Связанный поиск
Связанный поиск- Заднеповерхностное зеркало для коммерческих автомобилей
- Стойка зеркала заднего вида из оцинкованной стали с порошковым покрытием для коммерческого транспорта
- M1678 Блок зеркала заднего вида с кронштейном из нержавеющей стали
- Зеркальная поверхность зеркала заднего вида
- M1670 Широкоугольное зеркало заднего вида, черное напыление, 169x155, SR600
- Производитель зеркальной поверхности зеркала заднего вида
- Купить систему зеркал заднего вида для тяжелых грузовиков
- Купить зеркало заднего вида из нержавеющей стали
- Блок стойки зеркала заднего вида из нержавеющей стали с жгутом проводов
- Стальное зеркало заднего вида для спецтехники